Hogyan válasszunk 3D-nyomtatót?
Egyre olcsóbbak a 3D-nyomtatók, és egyre több helyen bukkannak fel. Utánajártunk, hogy érdemes-e beruházni egyre.
Következő fontos kérdés, hogy egyszerre mennyi színnel akarunk dolgozni. Ha szeretnénk például egy zöld-fehér teknőst nyomtatni, akkor legalább két színre lesz szükségünk, amelyek befűzését és olvasztását a nyomtatónak kell kezelnie. E tulajdonság rögtön legalább 50-100 ezer pluszköltséget jelent, amit fejenként kell megfizetnünk. A Cube Pro esetén például míg az egyfejes változat körülbelül nettó 710 ezer forintba kerül, a háromfejesért már több mint egymillió forintot kell kifizetnünk.
Jó hír viszont, hogy nem minden esetben kell több szálat kezelni egy többszínű nyomat elkészítéséhez. Kellő odafigyeléssel ugyanis menet közben is cserélhetjük a nyomatszálakat, így például egy kék törpének lehet fehér sapkája, ha a nyomtatóban pont a megfelelő időben cseréljük ki a töltetet. Másik megoldás, ha alkatrészenként nyomtatunk ki egy modellt, majd később összeragasztjuk őket. Ekkor nagyon oda kell figyelnünk a pontos méretezésre és az illesztésekre, máskülönben nem áll össze a nap végén a 3D-s puzzle.
További fontos paraméterek
A szalagok száma mellett mindenképpen érdemes előre számolni a nyomtatótér méretével, hiszen ez fogja meghatározni, hogy mekkora nyomatokat hozhatunk létre. Egy 40 centiméter magas kerti törpét szinte biztos, hogy nem fogunk kinyomtatni egy 30 centiméter magas printerrel, maximum alkatrészenként. Ha PLA-n kívül más anyagokat is akarunk használni, érdemes a zárt nyomtatótérrel rendelkező eszközöket keresni, amelyeknél beállítható az optimális belső hőmérséklet.
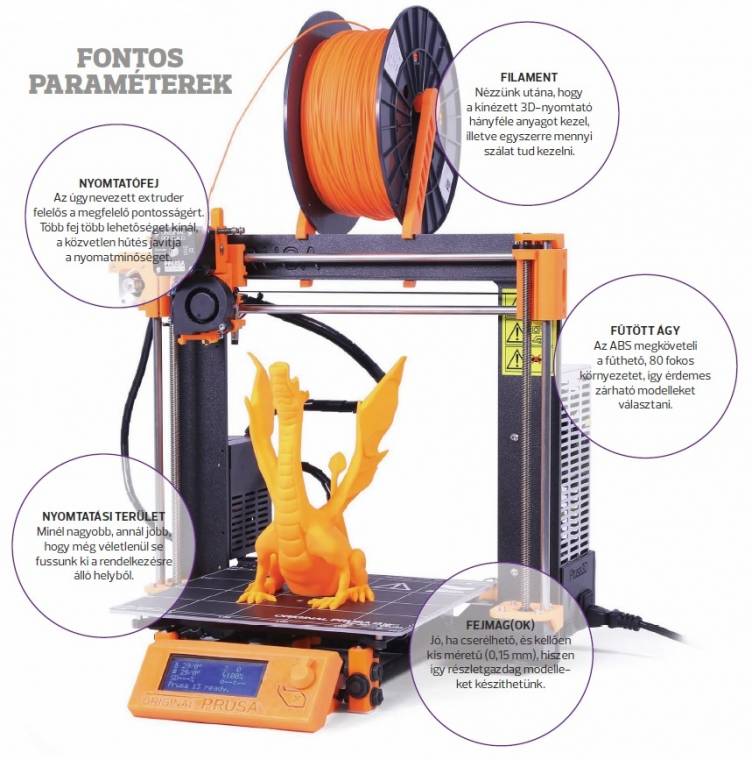
A 230 Celsius-fokon olvadó ABS például akkor tudja a legjobb formáját hozni, ha csak 80 Celsiusra hűl le a rétegezés során, ami nyitott kialakításnál maximum a sivatagban biztosítható számára. Az állandó hőmérséklet ráadásul kizárja a hőmérsékletingadozás lehetőségét, ez pedig végső soron szebb, kevésbé vetemedő nyomatokat eredményez.
További fontos tulajdonság a rétegvastagság, azaz hogy a nyomtatófej milyen vastagságban tudja egymásra pakolni a rétegeket. Minél jobb ez az érték, annál szebb lesz a végeredmény, és annál lassabban készül el. Emiatt érdemes olyan printereket keresni, amelyek cserélhető fejjel rendelkeznek, így a rétegvastagságot tekintve több mozgásterünk lesz. Itt kellően kis értékekre kell gondolni: 0,01-0,1 mikrométeres összegekről beszélünk, ekkora távolságot tesz meg a motor a z tengely mentén, ami szemmel nem látható lépték, maximum tapintással érzékelhetők a nagyobb ugrások.
Felületminőség
A lehető legjobb nyomathoz több feltételnek kell teljesülnie. Egyrészt megfelelő hőfokon kell megolvasztani a műanyagot, és nem árt a fűtött tányér sem. Érdemes jó minőségű filamentet vásárolni, hiszen a keverékeket tekintve bizony vannak különbségek az 5 és 10 ezer forintos töltetetek között. A drágábbak általában jobban megmunkálhatók, rugalmasabbak - bár nem mindig. Fontos megjegyeznünk, hogy a gyártók intelmei alapján csak a saját filamentjüket használhatjuk nyomtatókhoz, ám tapasztalatunk szerint ezt akár rugalmasan is kezelhetjük; érdemes körülnézni a fórumokban, hogy mások milyen töltetekkel és milyen beállításon kísérleteztek még.

Fontos a nyomtatófej pontossága és az azon elhelyezett ventilátor hatékonysága is, de ez persze a beállításoktól is nagy mértékben függ. Alapvetően minél aprólékosabbra állítjuk a nyomatot, annál jobb lesz a végeredmény, és az egyes részletek is jobban kivehetők lesznek. Emellett nagyon nem mindegy, hogy kell-e támasztékot használnunk, vagy sem.
Mivel az additív gyártási eljárás egymásra helyezi a rétegeket, értelemszerűen a levegőbe nem helyezhetünk el egy megolvasztott, majd azonnal lehűtött, pár mikrométeres műanyadarabkát. Legalábbis nem minden esetben. Van, hogy az anyag egymás mellé tapadva olyan erős kötést képez, hogy nem kell foglalkoznunk a gravitációval, minden más esetben viszont fel kell rá készülnünk (például ha egy PLA figurának orrot nyomtatunk). Ekkor a nyomtatás-előkészítő szoftverben érdemes bekattintani a támaszték, azaz support alkalmazását, így a szoftver előre kiszámolja majd, hogy hova kell kiegészítő huzalokat leraknia, amit később egy mozdulattal letörhetünk. E problémára egyébként megoldást jelenthet a vízben oldódó PVA (polivinil-alkohol) alkalmazása, ám utóbbi csak akkor lehetséges, ha nyomtatónk egyszerre két huzallal is tud dolgozni.
Egyéb finomságok
Érdemes emellett minden esetben talapzatot is nyomtatni modellünknek, hogy biztosítsuk a kellő tapadást. De ezt más módon is megoldhatjuk, a weben számtalan kiegészítő és praktika található, amelyek mind ezt segítik, mármint hogy a plasztik Big Ben ne akarjon a nyomtatás során felborulni. A digitalizált modelleket emiatt érdemes még nyomtatás előtt szeletelni, például a korábban már említett Cura szoftverrel, hiszen így eltüntethetjük a talapzat esetleges egyenlőtlenségeit.
Apropó, szoftverek. Érdemes még vásárlás előtt megnézni, hogy mit tartalmaz a 3D-nyomtató csomagja, a nagyobb gyártók ugyanis értékes ajánlatokkal próbálják magukhoz csábítani a vásárlókat, míg vannak olyan printerek is, amelyekhez semmi sem jár, csupán egy javaslat, hogy melyik ingyenes szoftvert töltsük le a gépünkre mellé. A megfelelő driverellátottság miatt logikusan nem ez a legjobb megoldás, hiába próbálnak meg itt is spórolni.
Hasznos szoftverek
Blender
Nyílt forráskódú, ingyenes 3D-tervező szoftver, amely professzionális igényeket is maximálisan ki tud elégíteni. A program kezelése korántsem magától értetődő, de szerencsére a weben könnyen találunk hozzá segédanyagokat.
Link: blender.org

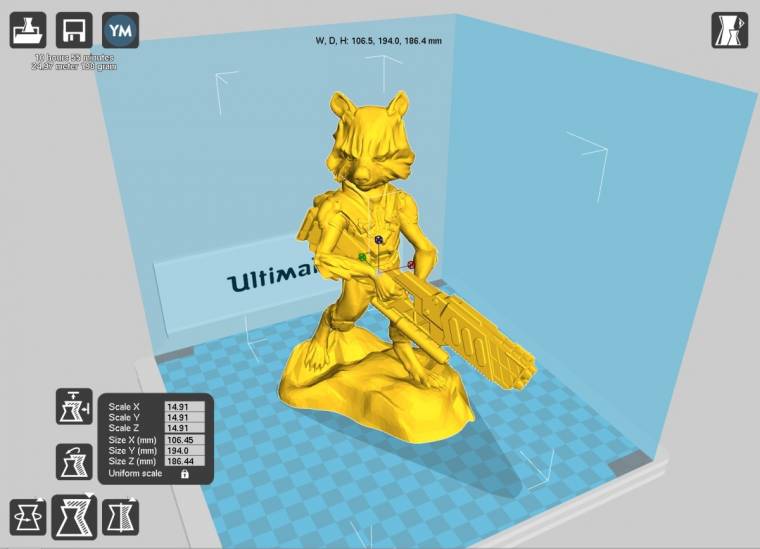
Cura 3D
Nyomtatás-előkészítő szoftver több mint 200 különböző beállítással. Gazdag formátum- és printertámogatással rendelkezik, segítségével kicsinyíthetjük, nagyíthatjuk, szeletelhetjük, vagy éppen egyesíthetjük betöltött modelljeinket.
Link: ultimaker.com
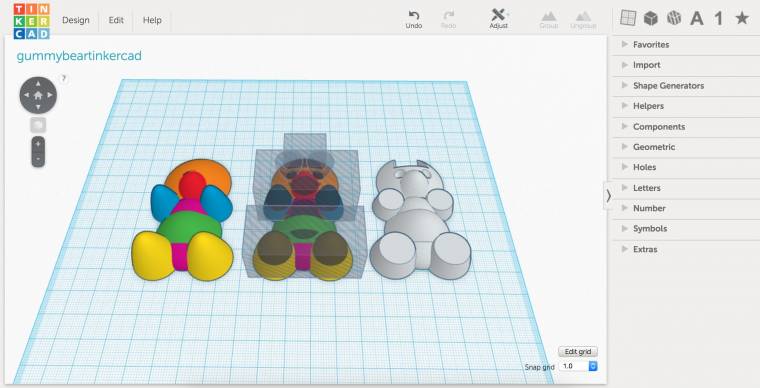
Tinkercad
Könnyen kezelhető, böngészőben futtatható 3D-tervező szolgáltatás, amely kifejezetten oktatási célokra jött létre. A telepítést nem igénylő program kezelőfelülete rendkívül barátságos, és a kész modelleket a közösséggel is megoszthatjuk.
Link: tinkercad.com